|
|
|
|
|
|
|
|
A sock, or tubular jersey, is put on the positive mold before the molding to draw the air away during the process. If needed, microcellular moss is placed on the joints and on the sidebars of the device in order to make it more rigid. Both sheets are thermally molded, one on top of the other, the small one first, than the larger, as shown below.
Both sheets must be carefully molded together to reduce any air bubbles. During the vacuum molding process, pull both ends of the two sheets on the plaster mold to ensure a better connection of the two pieces
The femoral section is cut off the cast and will be trimmed around the joint area as explained in the next sections of the article. Thermal
molding and cutting of the lower leg segment For
the lower leg segment, 2 polypropylene sheets, of 5 mm each,
are cut according to the schematic in Figure 2: The thermal molding process is the same (take the same precautions) as for the femoral segment, starting with the small sheet, around the knee. |
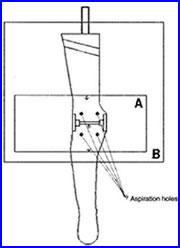
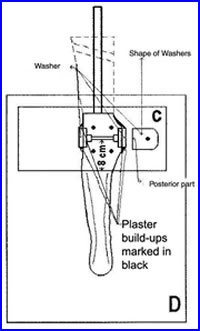
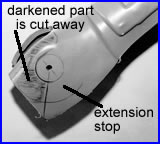
Design of the extension stops The 4 anterior stops are designed in the sagittal plane with a 45° angle. The stops protrude anteriorly and make contact with each other when the user goes into full extension. The diagrams below show the preparation of these stops (also see Figure 3 - pg. 3). Joint heads and extension stops cut
|
| PAGE 3 | PAGE 1 | ARTICLE PAGE |